Обсуждаем на форуме
Обсуждаем на форуме





Список тематических статей
Шов сварной
Граница двух стыкуемых поверхностей, по которой проходит образуемый за счет сварки шов, состояние которого указывает на деформацинно-прочностные параметры стыкуемых изделий.
Основные формы экструзионных сварных швов.


Шов V-типа Шов Х-типа Шов К-типа
Шов HV-типа Шов double HVтипа Шов Е-типа

Шов F-типа
Экструзионный сварной шов обычно выполняется за один проход.
По возможности, следует делать швы двусторонними – как, например, швы Х-типа и HV-типа. Двусторонний шов уменьшает количество присадочного материала и позволяет уменьшить неизбежную деформацию сварной детали во время остывания шва
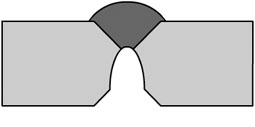
Шов V-тпа.
Перед проведением сварки двух листов швом V-типа необходимо подготовить кромки листов. Для этого можно использовать инструменты, обычные для работы с деревом – пилу, рубанок, рашпиль, и другие.
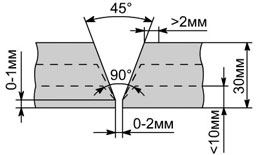
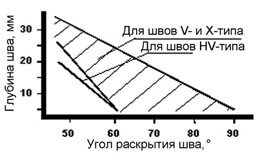
Кромки должны быть скошены таким образом, чтобы угол раскрытия шва составлял 45-90о – меньший угол для более толстых листов и больший угол для тонких листов.
Угол раскрытия должен быть достаточно большим, чтобы вязко-текучий материал уверенно заполнил всю зону шва. Ограничение угла раскрытия для более толстых листов вызвано тем, что общая ширина шва, включая зоны перехлеста на поверхности шва, должна быть не более 30мм. В противном случае оператор не сможет прижать сварочный башмак с усилием, гарантирующим, что присадочный материал не будет выступать за зону опоры сварочного башмака.
В корневом слое шва необходимо оставить нескошенные участки толщиной до 1мм. В противном случае малейшая неравномерность продвижения экструдера вызовет неравномерное оплавление корневого слоя горячим воздухом и, как следствие, заметную неравномерность ширины зазора между свариваемыми листами.
Перед экструзионной сваркой листы необходимо зафиксировать друг относительно друга, оставив между ними в корневом слое зазор шириной до 2мм. В этом случае присадочный материал будет немного выдавливаться на противоположную сторону листов, гарантированно проваривая корневой слой.
Принимая во внимание, что перехлест «шляпки» шва в обе стороны может составлять 2мм, механическую очистку необходимо провести на верхней плоскости листов, на расстоянии 2мм от скоса кромок.
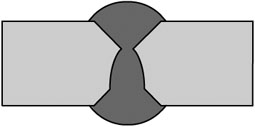
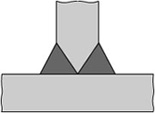
Шов Х-типа.
Шов Х-типа, фактически, является двусторонним швом V-типа. Поэтому основные рекомендации по подготовке шва здесь те же, что и для швов V-типа. Отличие состоит в том, что при сварке Х-типа невозможно проконтролировать, насколько хорошо проварен корневой слой. Поэтому подход к корневому слою здесь другой.
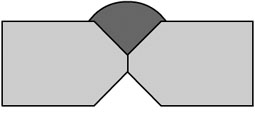
1. Подготовленная зона сварки 2. Готовый верхний шов
3. Подготовка корневого слоя 4. Готовый сварной Х-шов
Вначале с обеих сторон листов выполняют скосы как для швов V-типа. Верхняя плоскость листов механически очищается на расстоянии не менее 2мм от скоса кромок.
Листы закрепляются без зазора в корневом слое, можно их даже скрепить по корневому слою, проварив с помощью ручного термофена со специальным соплом для сшивки. Затем, выполняется экструзионная сварка верхнего слоя V-типа.
Перевернув листы на другую сторону, вырезаем корневой слой. Очистив зоны перехлеста на поверхности листов, выполняем экструзионную сварку обычного шва V-типа и с этой стороны.
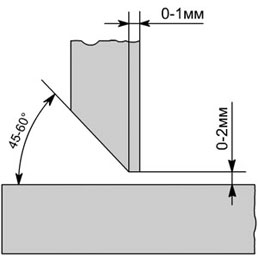
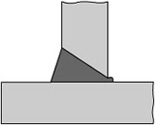
Шов HV-типа.
Угол раскрытия шва HV-типа, так же как для шва V-типа зависит от толщины свариваемых листов (в данном случае от толщины вертикального листа) – в пределах 45-60о.
В корневом слое вертикального листа, так же как и в случае со швом V-типа, необходимо оставить нескошенный участок толщиной до 1мм.
При фиксацией листов сваркой необходимо проконтролировать, чтобы между листами оставался зазор толщиной до 2мм для гарантированной проварки корневого слоя.
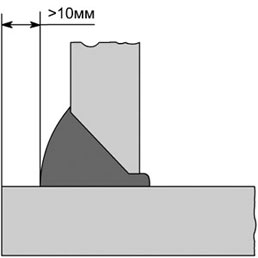
Подготовка к сварке шва HV-типа Готовый шов HV-типа
Кроме того, необходимо учитывать, что после выполнения экструзионной сварки расстояние от левого края горизонтального листа до сварного шва должно составлять не менее 10мм.
Левая плоскость вертикального листа механически зачищается на расстояние не менее 3мм от края скоса кромки. Верхняя плоскость горизонтального листа зачищается от левого края до корневой зоны шва с запасом.
Последовательность выполнения шва HV-типа – аналогична шву Х-типа, с вырезом и последующей проваркой корневого слоя.
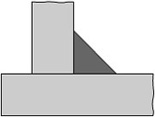
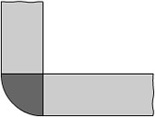
Шов К-типа.
Для экструзионной сварки двух листов внутренним угловым швом вначале необходимо зафиксировать листы временным швом. Сделать это можно термофеном без сварочного прутка с помощью сопла для сшивки или со сварочным прутком с помощью сопла для быстрой сварки.
Затем необходимо зачистить зону сварки с помощью скребка – если фиксация была сделана соплом для сшивки, зачистку можно проводить острым углом скребка; если фиксация выполнялась сварочным прутком, необходимо использовать скругленный угол скребка.
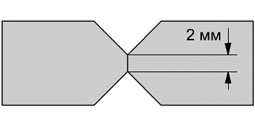
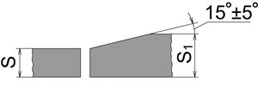
При разнице в толщине свариваемых деталей свыше 1мм ГОСТ 16310-80 требует, чтобы на детали, имеющей большую толщину S1, был сделан скос с одной или с двух сторон до толщины более тонкой детали S. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Подготовка к сварке деталей разной толщины
Гладкова Наталья